


聯系我們
電話Tel
+86 0371-67987978
傳真Fax
+86 0371-67981990
郵箱E-mail
hualingchaoying@hlcbn.com
地址Add
鄭州高新區長椿路國家大學科技園研發5B
+86 0371-67987978
傳真Fax
+86 0371-67981990
郵箱E-mail
hualingchaoying@hlcbn.com
地址Add
鄭州高新區長椿路國家大學科技園研發5B
金剛石修整滾輪的制造技術有哪些?
來源:http://www.drebiz.com | 作者:華菱超硬 | 發布時間:20-07-27 | 次瀏覽
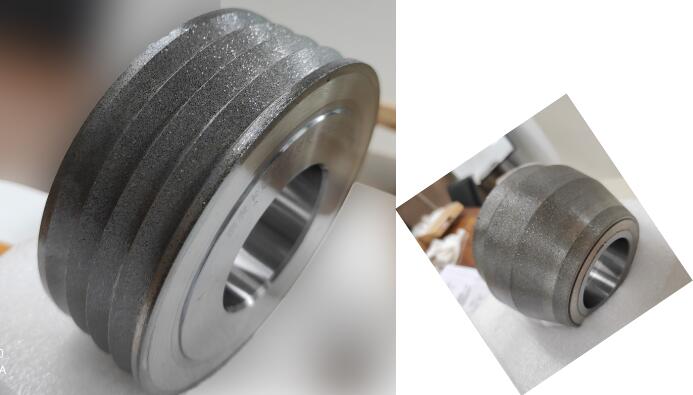
金剛石修整滾輪的制造技術
(1)手植燒結法(TS)
手植浸漬燒結法的特點是,金剛石在滾輪型上呈規則排列。HNT手植金剛石修整滾輪的制造方法是首先按照工件的形狀、尺寸和精度設計出滾輪外型,并轉化成陰模。在陰模內型腔表面上先涂一層粘膠,然后將金剛石按表面分布排列圖的要求,用真空吸筆將金剛石粘于型腔表面。然后將陰模置于石墨模具內,置于真空或有保護氣氛的爐內燒結,出去陰模后,經機械加工后即成滾輪。

(2)粉末冶金燒結法(T)
粉末冶金燒結法的特點是,金剛石在結合劑中呈無序分布。

(3)HNT燒結金剛石滾輪的特點
HNT燒結式金剛石修整滾輪,相對于電鍍金剛石滾輪來說,采用的是人工手植金剛石工藝,所以其優點是滾輪修整效率高,使用壽命長,使用率高,應用廣泛,尤其是在齒輪、軸承、絲杠、球籠、曲軸等行業應用廣泛,修整精度高;缺點是不能修整型面比較復雜的小型工件。
HNT電鍍金剛石滾輪的制造方法
(1)內鍍法(UZ)
隨機分布內鍍法,用鋼或高強度石墨材料制造一個與滾輪形狀相反的內型腔,常稱陰模,先在陰模內壁用電鍍的方法將金剛石結合牢固,再將鍍層加厚到2~ 3mm,使其具有足夠的強度及剛性,這種滾輪不經修整即可達到很高的精度。而且在修整時,磨削負荷分散,磨損少,形狀精度保持好,有利于滾輪延長使用壽命,這種HNT電鍍金剛石滾輪壽命在1萬次至數萬次。
(2)外鍍法(S)
金剛石隨機分布外鍍法,根據加工工件的要求,先設計和加工出滾輪基體,其形狀尺寸與工件一致,精度則高于工件,選用高強度粗顆粒的人造金剛石。S 法制造的滾輪精度比內鍍法差,外鍍法制造滾輪的優點是制造過程簡單、周期短、成本低。
上一篇:刀具操作人員注意事項下一篇:金剛石滾輪的修整工藝有哪些?


